
 Ita
Ita Deu
Deu
If you are processing materials that generate long shavings, God knows how many times you have had to stop your machine tools in order to empty them out and clean out the chips that form inside the work area.
This operation results in a loss of efficiency and, moreover, it is an unpleasant and tedious operation.
At the same time, however, it is also an operation that must be carried out because if you fail to remove the accumulated shavings, both the machine tool and the piece being produced can be damaged thus causing additional problems.
Having a lot of chips in the work area results directly in the following 6 problems:
– LOSS OF PRODUCTION DUE TO MACHINE DOWNTIME
– CLOGGING UP THE CHIP CONVEYOR BELT
– TOO MANY CHIPS IN THE WORK AREA DIVERT THE COOLANT
– CHIPS ABSORB 80% OF THE CUTTING HEAT; BY STOPPING IN THE WORK AREA, THEY CAUSE THE TEMPERATURE TO RISE
– AN EXCESS AMOUNT OF SHAVINGS CAN DAMAGE THE MACHINE GUARDS, GASKETS, AND OTHER COMPONENTS
– A LARGE QUANTITY OF SHAVINGS CAN ALSO MAR THE FINISH OF THE PIECES BEING PRODUCED, TURNING THEM TO SCRAP.
ALL THIS WASTE AND INEFFICIENCY CAN BE ELIMINATED.
Instead of fighting these 6 problems, why not search for their common cause?
All the problems are the result of a long chip which at times become impossible to automatically evacuate from the work area since its dimensions do not allow it.
Specifically, ductile materials tend to produce long chips and do not break, while tough materials generate short chips.
For example, if we examine the turning of a ductile material, we discover that the chip can break in three different ways, as illustrated in the following images:
- IT CAN BREAK ON ITS OWN
- IT BREAKS AGAINST THE TOOL
- IT BREAKS AGAINST THE PIECE BEING PROCESSED

The secret is to make the chip bend so that it breaks in one of the three ways listed above, thanks to the geometry of the insert.
There are different types of inserts available on the market that feature different geometries based on the material and feeding to be applied.
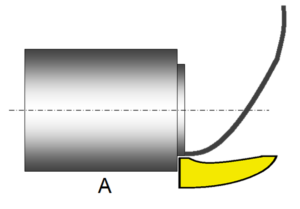
If the feed is low, the chip produced is too fine and cannot reach the breaker, thus generating a long chip that is unable to curve on itself in order to break in one of the three ways listed above.
Below is an illustration of what happens with a low feed rate (A), whereas with the right feed, the chip is able to bend (A):
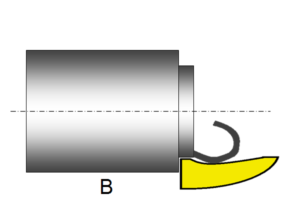
To obtain the result shown in figure (B), you need to consult tool manufacturers and to carefully follow their indications. In fact, depending on the material, there are tables that indicate the turning feed rate to be applied so that the chip can bend over itself and break.
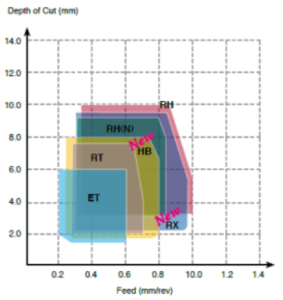
In the table at the side, you can see how a chip load of more than 0.2 mm is recommended for the insert; under this value, the chip does not bend over itself and consequently is not broken.
In certain cases with a higher level of difficulty, such as untreated aluminium alloy 6063, the inserts available on the market are unable to solve this problem, since the chip breaker is not curved enough.
We have recently dealt with this situation by giving up the idea of using commercially-available inserts which feature a radius of 0.4 mm at the most.
Instead, we have selected companies that manufacture tools with a built-in chip breaker made by means of a laser with a radius of 0.08 mm, so as to make it very curved to allow the chip to break even in such difficult cases.
In particular, aluminium 6063 is a “rubbery” material, if I may say so, so we were greatly surprised to discover that this alloy, unlike other aluminium alloys, is not best processed with high revolutions (15,000/20.000), as this will quickly heat up the material, making it very hard to cut with the tool.
When this alloy heats up, the tool tends to tear the material instead of cutting it, thus causing problems with the processing and with the finishes.
WORKING ON THE TOOLS IS NOT ENOUGH TO SOLVE THE PROBLEM.
The type of tool and its cutting parameters help to partially solve the problem; however, by itself this element is not enough, as the machine tool represents another important aspect.
The machine tool must be designed so as to facilitate chip removal as much as possible. As mentioned above, 80% of the heat generated by the cutting of the material goes into the shaving, 10% goes into the insert and the remaining 10% into the piece.
It is clear why, once the chips have been produced, it needs to be removed as quickly as possible and not left to accumulate in the work area. This is the reason why it is important for the person who designs the machine to take the following into consideration:
- GUARDS THAT MAKES IT EASIER FOR THE CHIPS TO EVACUATE.
- WORK AREAS WITH AS LESS HOLD POINTS AS POSSIBLE WHERE THE CHIPS MAY GET TANGLED
- PLENTY OF COOLANT TO HELP THE CHIP REMOVAL
- USE OF HIGH PRESSURE THROUGH THE TOOL COOLANT
These were precisely the characteristics kept in mind during the design phase of our flexible machine: the MULTICENTER.
Since it is a flexible yet high-production machine, large chip quantities are generated that need to be properly evacuated, to avoid having to frequently stop the machine in order to remove the shavings from the work area.
In the most extreme applications, such as aluminium or copper, where the result is not optimal despite the fact of working on inserts and cutting parameters, the solution offered on our machine is to fit an optional device called the chip cruncher.
This device, which consists of a meshing chopper installed between the machine and the chip conveyor, grinds and breaks up the chips as it passes through from the machine to the conveyor.
This also provides a solution to the problem of having to constantly change the shaving bin, which would always be full due to the volume taken up by long chips.
WHAT HAPPENS AT YOUR COMPANY IF YOU INSTALL A MULTICENTER AND YOU NO LONGER HAVE ANY PROBLEMS WITH CHIPS?
… AND WHAT HAPPENS IF YOU KEEP STOPPING THE MACHINES IN ORDER TO REMOVE THE CHIPS BY HAND?
WHAT WOULD BE THE RISKS FOR YOUR COMPANY IF YOU DID NOTHING AND SIMPLY POSTPONED YOUR DECISIONS?
IF EVEN YOU HAVE THE PROBLEM OF LONG CHIPS,
THEN YOU HAVE TO WRITE NOW AN E-MAIL TO:
porta@flexible-production.com
Maurizio Porta
Expert in Flexible Production